Firstly, apologies for the lack of updates but hopefully from this point forward we can fix that.
So what's been happening on 549..?
Well its been a slow six months in regards to progress on S549, a few things have however been going on both on and off the locomotive, so let me update you of what these are.
Electrical System Upgrade - A fair bit of work has been carried out on improvements to the electrical system by Alex and John. The aim is to modernise the lighting to LED lights with the exception of the headlights which will be Halogen Lights. To give justice to what work has gone into this so far, I will ask Alex to provide a report of which can be printed in a later update. We look forward to Alex returning to the project once his work commitments ease up.
Tube Installation - All the small tubes are now in the boiler.....yes, but they are not fitted, they still require expanding, beading and welding. Placing the tubes in the boiler was the easier of the tasks.
 |
| The new tubes waiting for collection, one by one. |
 |
| The Tube Installer.... |
 |
| Aligning the tubes into the firebox tube plate |
 |
| All fitted - Smokebox End |
 |
| All Fitted - Firebox End |
 |
| Alex - The Troglobite |
Tube Expanding Equipment - The S class has 2-1/4 inch outside diameter tubes which is unique to all other WAGR boilers, the common size is 1-3/4 inch outside diameter tubes with the exception of the P, U, W and V classes of which were fitted with 2 inch outside diameter tubes. All the old WAGR expanding equipment for the S class was disposed of shortly after steam finished although the 1-3/4 and 2 inch was retained.
So we needed to purchase new tooling to expand and bead the tubes, but where do you obtain such equipment..? As the need for boilers did not die at the time of steam locomotives as they are still required in other industries, this equipment is available from several manufacturers but not the same type as the WAGR had commonly used.
Back in the WAGR days, they used a tapered roller type expander but these are now as rare as hens teeth as newer more efficient types have made them redundant.
There is nothing wrong with this type of expander as they have been used on Hotham Valleys W classes and on the Rail Heritage's G class re-tubing projects since the end of steam with excellent results. However they expand the tube greater on the outside edge of the tube plate than the inner edge giving a lesser of a seal on the inner edge.
So once advised that we could not obtain the original taper type expanders, we were required to research other styles that would do the job, this was carried out with correspondence to the manufacturers of the expanders providing them with the new tube dimensions, the dimensions of both tube plates and the finished required dimensions noting overhang at both the firebox and smokebox ends.
As the boilermaker had only used the WAGR style in the past, it was decided that two sets would be obtained, 1 set each from two well known suppliers, this would ensure that in the case that there were any breakages, problems with there performance or other, we would have a contingency plan. These were ordered in July and arrived in August.
Of the expanders we ordered, there were two different types; the smokebox expander was required to take into account the 3/4 of an inch protrusion of the tube from the tube plate and the fire box expander also flared the ends for preperation of the beading. We also ordered beading tools to bead the ends on the firebox end.
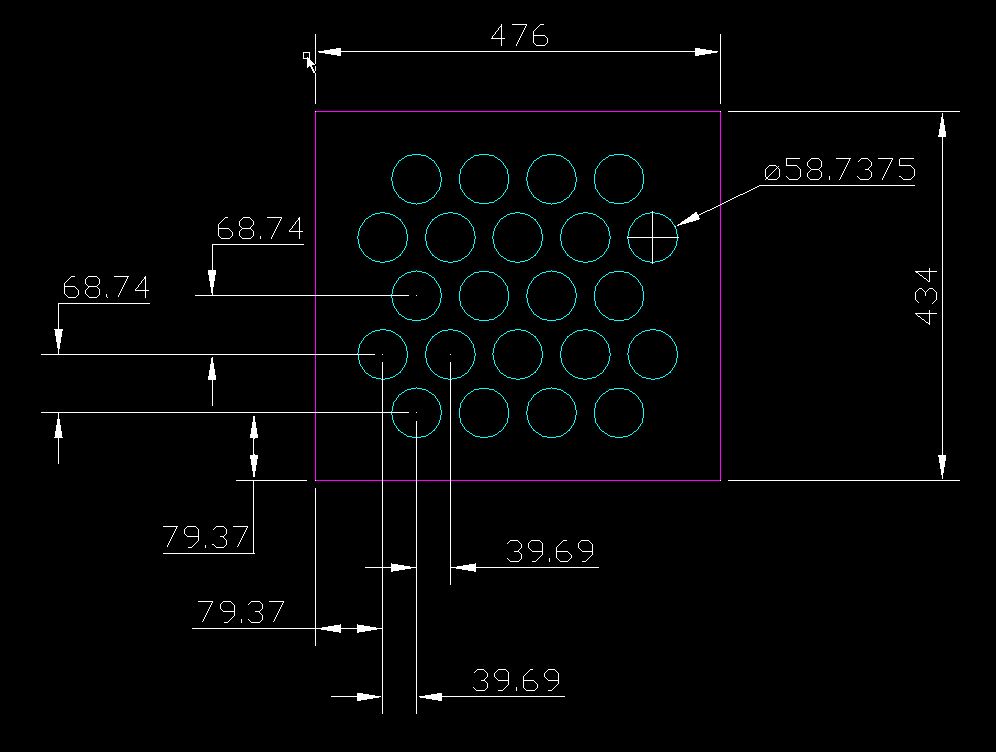
It was also decided to set up a 1:1 scale training module of a section of the boiler with the length of the tubes reduced to 500mm long. The tubeplate sections were drawn in CAD with the same hole dimensions and pitch between hole centers as per the original S class WAGR drawings, these were then supplied to a local machine shop for manufacture.
The module will assist with the following;
- Training - As the boilermaker has the only experience in the installation of tubes into steam locomotive boilers amongst the S549 team, it gives the opportunity for the other members of the team to have a go as there is zero risk in mucking them up, just knock them out and have another go. Lets face it, none of us are getting any younger and if the skills can be passed onto others especially the younger members then that's a good thing. The younger members of Bennett Brook Railway have also shown interest in observing the procedure once we have it all set-up.
- The expanded interference or fit-up of the tube to the tubeplate can be checked to ensure a sure seal is obtained. This is done by calculating the tube wall reduction and we would rather test it on the module than on the locomotive. I'll go into the wall reduction at a later time.
- As mentioned before, the expanders are a different type to that previously used on small tubes, so we can get to know them and choose which model/make perform the best to give us the wanted outcome.
- Gives the opportunity for the boiler inspector to review the processes and the fit-up of the tube to the tubeplate in what would normally be the water space which can be difficult to do on the locomotive boiler.
Saturdays objective was to set the module up ready for trialing tube installation at a later date, this was done in the morning with the assistance from John Cole. We had no intention of going any further than this as we are planning to use a drive motor with a torque setting to fit the tubes and we had not yet organised this. We then inserted a few pre-prepared tubes and decided, what the heck, lets manually expand one of them as per what was done many years ago in the running sheds because we can't stuff them up.
 |
| The Test Module |
So we set the fire box end at 3/16 of an inch protruding, wedged the smokebox end to stop the tube from trying to rotate and with the use of an old WAGR tube expanding ratchet we started to rotate the mandrel and expand the tube. This was tricky as the expander wanted to flare the end prior to fully expanding the tube, we will need to practice a bit to get it just right but that proves the advantage of the training module.
 |
| Tube Prior to Expansion - (Firebox End on Module) |
 |
| Tube Post Expansion & Flaring- (Firebox End on Module) |
 |
| Tube Expander - (Firebox End on Module) |
We then expanded the smokebox end and had no real issues other than it taking longer to expand the tube at this end for some reason...
 |
| Tube Prior to Expansion - (Smokebox End on Module) |
 |
| Tube Post Expansion - (Smokebox End on Module) |
 |
| Tube Expander & Ratchet - (Smokebox End on Module) |
 |
| Tube Expander & Ratchet - (Smokebox End on Module) |
We only expanded one tube to get a feel of how things will go but next weekend we will do several more.
Well that's it for now, hopefully from this point forward work on her will increase rapidly.